








CASE STUDY
2025.07.16
八十島プロシード、Fuse Blast導入で作業時間を8分の1に短縮、生産性向上と競争力強化を実現

Before(導入前)
●手作業で2~3時間、繁忙期にはブラスト作業が業務の大半を占める日が頻発
●作業者の習熟度により品質が不安定、手戻り作業が頻発
●突発案件への対応が困難、処理時間の予測が困難
After(導入後)
●2~3時間の作業が約30分で完了(8分の1に短縮)
●習熟度に関係なく一定品質、手戻り作業を大幅削減
●短納期対応を実現、高付加価値業務への時間投資が可能
1937年に大阪で創業した八十島プロシードは、高機能樹脂材料の部品・生産治工具等の切削加工事業と中間素材販売事業を主力とする老舗企業だ。2011年にEOS社製のナイロン造形機を導入して以降、3Dテクノロジー拠点を神戸市に構える。30台以上のハイエンドプラスチック造形機と3Dスキャナー、CTスキャナーを駆使し、データ作成から3Dプリンティング・検証まで一貫したサービスを提供している。現在では3Dプリンターの導入台数で国内サービスビューロ最大規模を誇る同社だが、急速な事業拡大に伴い課題が生じていた。
年々増加する造形案件に対して手作業による後処理が追いつかず、作業時間の増大と品質のバラつきが問題となっていたのだ。そこで導入したのが、Formlabsの自動ブラスト・ポリッシュシステム「Fuse Blast」だ。導入により作業時間を劇的に短縮し、品質の安定にも成功。生産性向上と競争力強化を実現した同社の取り組みを詳しく取材した。
手作業による限界と労働環境の課題
 八十島プロシード 本部テクノロジーセンター エンジニアの波部光志氏(左)と鈴木二仁氏(右)
八十島プロシード 本部テクノロジーセンター エンジニアの波部光志氏(左)と鈴木二仁氏(右)八十島プロシードエンジニアの波部光志氏は、導入前の課題について次のように説明する。
「弊社では年々、造形する品目の点数が大幅に増加しています。従来は作業者が1個1個手で製品を掴み、保護具を着用してブラスト作業を行っていましたが、処理能力の限界によりリードタイムの増長や作業時間の増加といった問題が深刻化していました」
同社が手がけるのは受託加工が中心で、顧客からの要望に応じて突発的な案件が舞い込むことも珍しくない。「明日出荷してほしい」といった超短納期の依頼も頻繁にあり、手作業による後処理工程が生産性向上の最大のボトルネックとなっていた。
残業時間の実態について波部氏は具体的な数値を示す。「繁忙期には1日の業務の大半がブラスト作業で占められる日が多くあります。また、ブラスト作業に時間を取られ、他の業務に支障をきたすケースもあり、作業効率と労働環境の両面で課題を抱えていました」
さらに深刻だったのは、作業者の習熟度による品質のバラつきだった。同社エンジニアの鈴木二仁氏は次のように振り返る。
「熟練作業者が担当した場合は適切な品質の完成品が仕上がりますが、経験の浅い作業者の場合、製品の奥部や複雑な形状部分にパウダーが残存した状態で作業完了と判断されることが頻発していました。結果として手戻り作業が発生し、最終的にベテラン作業者による再処理や品質確認作業が必要となっていました」
この品質バラつきの問題は、単一部門の課題にとどまらず、検査部門での確認作業増加や後工程での待ち時間発生といった全社的な生産性低下につながっていた。また、手作業によるブラスト作業は身体的負担も大きく、「立位での前傾姿勢を長時間維持し、フットペダル操作のため片足に重心をかけ続ける必要がある」(波部氏)という労働安全衛生面での課題も抱えていた。
加えて、粉塵環境での作業となるため、作業者は防塵マスクや保護眼鏡の着用が必須となり、「決して快適とは言えない作業環境での長時間作業を強いられる状況」(鈴木氏)が常態化していた。
導入サポートと現場ニーズに即した機能が後押し
転機となったのは、Formlabs製品の代理店である原田車両設計からの提案だった。同社では以前から類似構造の他社製ブラスト機を使用していたが、性能や使い勝手に課題を感じていた。
波部氏は導入検討の経緯について次のように説明する。「弊社の経営陣は以前からブラスト作業の課題を認識しており、加えて研磨工程の自動化にも関心を持っていました。原田車両設計からFuse Blastの提案をいただいた際、パウダー除去とポリッシュの両方に対応できる点に大きな魅力を感じました」
導入決定前には、原田車両設計による詳細なデモンストレーションが実施された。鈴木氏は当時を振り返る。

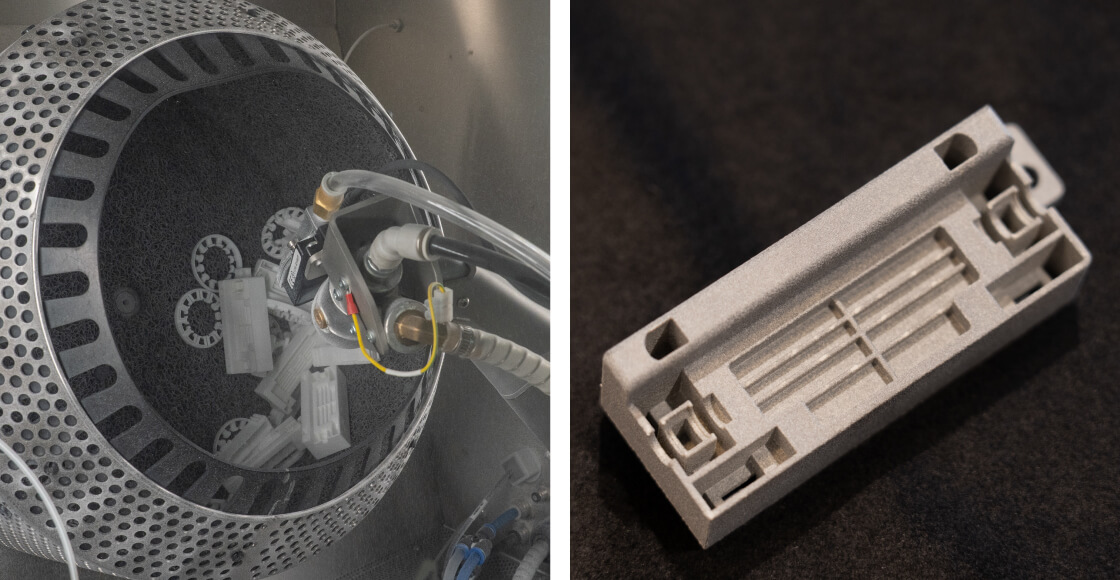 HP Jet Fusionで造形したパーツ類をFuse Blastで加工する様子。加工前はパウダーで埋まっていた部分も、奥まで十分に除去できている。
HP Jet Fusionで造形したパーツ類をFuse Blastで加工する様子。加工前はパウダーで埋まっていた部分も、奥まで十分に除去できている。「実際に弊社の製品サンプルを用いてデモを行っていただきました。特に印象的だったのは、手作業では困難な複雑な流路を持つ製品でも、自動ブラストにより十分なパウダー除去効果が得られたことです。正直、この複雑な形状では自動処理は困難だろうと考えていましたが、予想以上の仕上がり品質を確認できたことが導入の大きな決め手となりました」
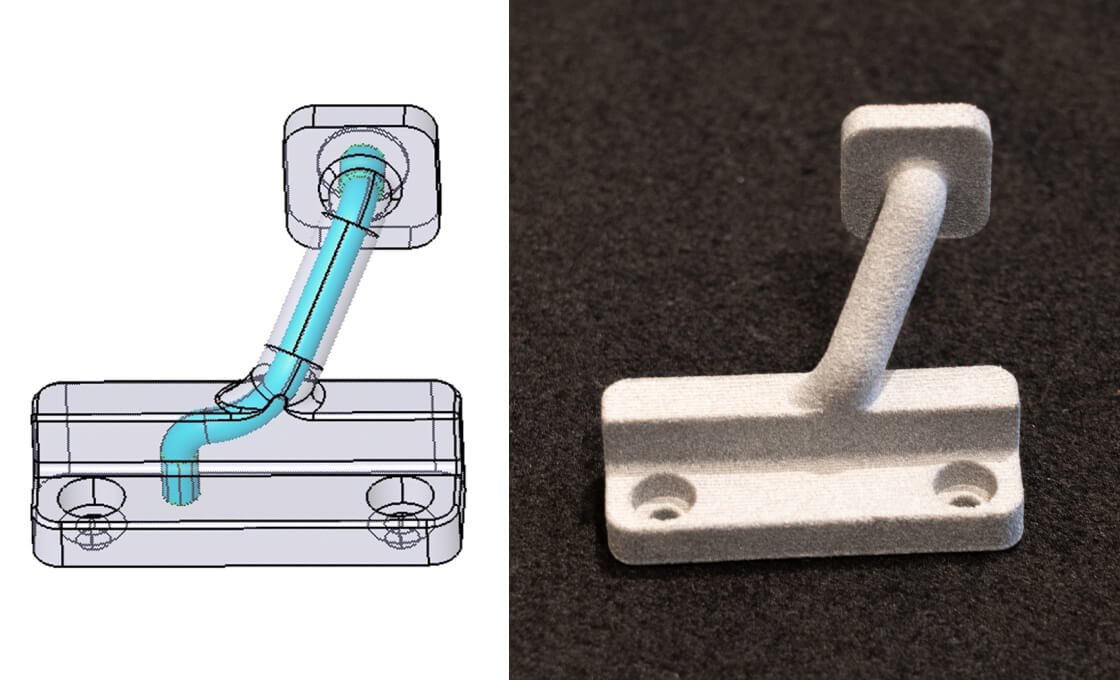 複雑な流路がある造形物の場合でも、ベテランスタッフの作業と遜色の無い後処理が可能
複雑な流路がある造形物の場合でも、ベテランスタッフの作業と遜色の無い後処理が可能また、ポリッシュ機能についても事前検証が行われた。「従来のバレル研磨では破損リスクが高く対応できなかった薄肉部品についても、Fuse Blastのポリッシュ機能であれば適切な表面処理が可能であることを実際に確認できました」(鈴木氏)
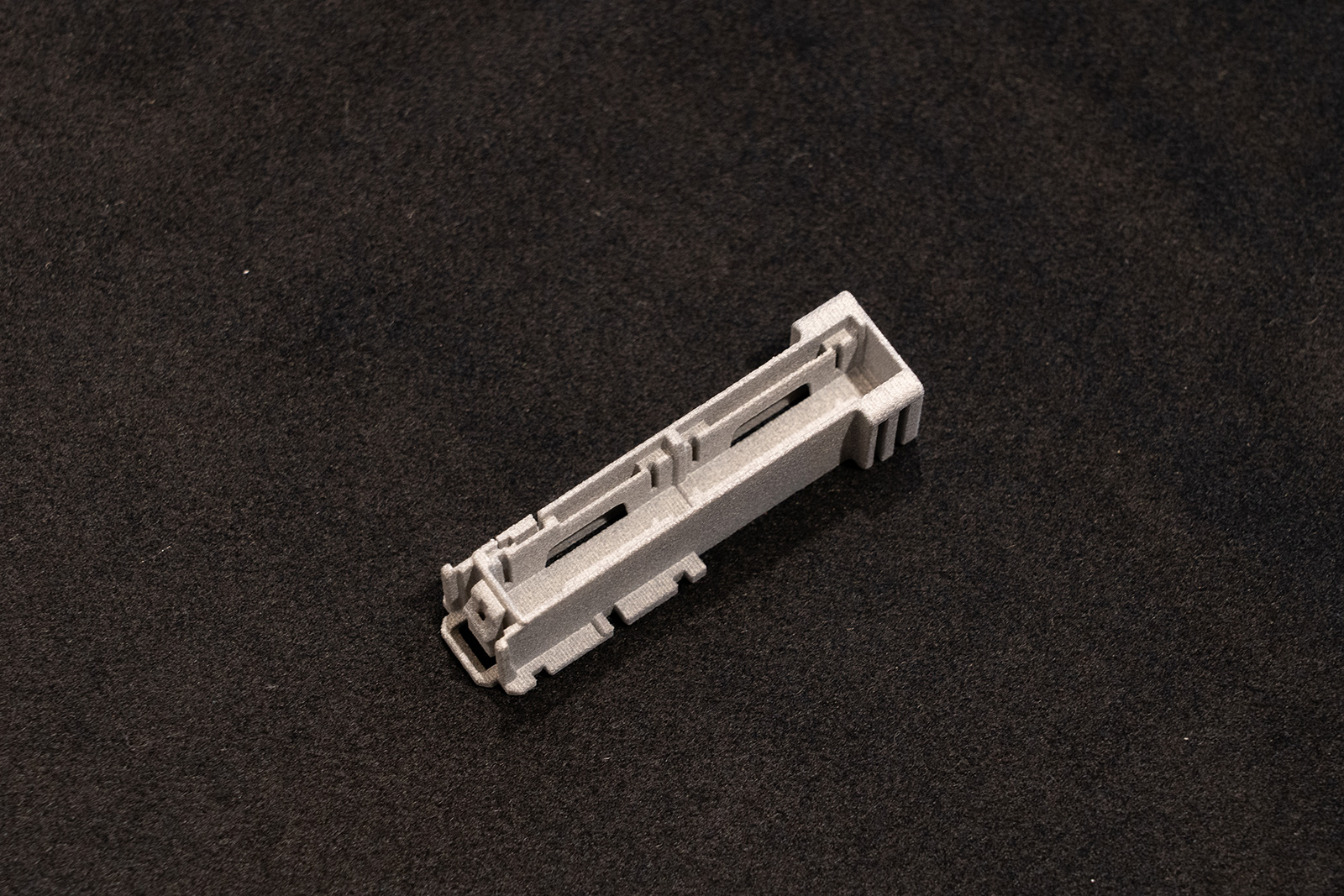 従来のバレル研磨機では破損リスクが高かった部品も、Fuse Blastでは問題なく処理できる
従来のバレル研磨機では破損リスクが高かった部品も、Fuse Blastでは問題なく処理できるこの事前検証により、投資効果への確信を得た同社は導入を決定した。鈴木氏は「デモンストレーションにより、単なるブラスト機能だけでなく、ポリッシュ機能も含めた総合的な後処理ソリューションとしての価値を実感できたことが、投資判断の重要な要素でした」と評価している。
導入は段階的に進められた。まず除去用とポリッシュ用を1台ずつ導入し、実際の生産現場での効果を検証。その後、材料間の相互汚染を防止するため、材料ごとに専用機を追加導入し、現在では計4台を稼働させている。
 八十島プロシードに設置されているFuse Blast。粉塵が舞う事が無く、他の機材と同じ空間に設置できるメリットがある。
八十島プロシードに設置されているFuse Blast。粉塵が舞う事が無く、他の機材と同じ空間に設置できるメリットがある。作業時間8分の1短縮と品質安定化による効果
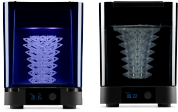
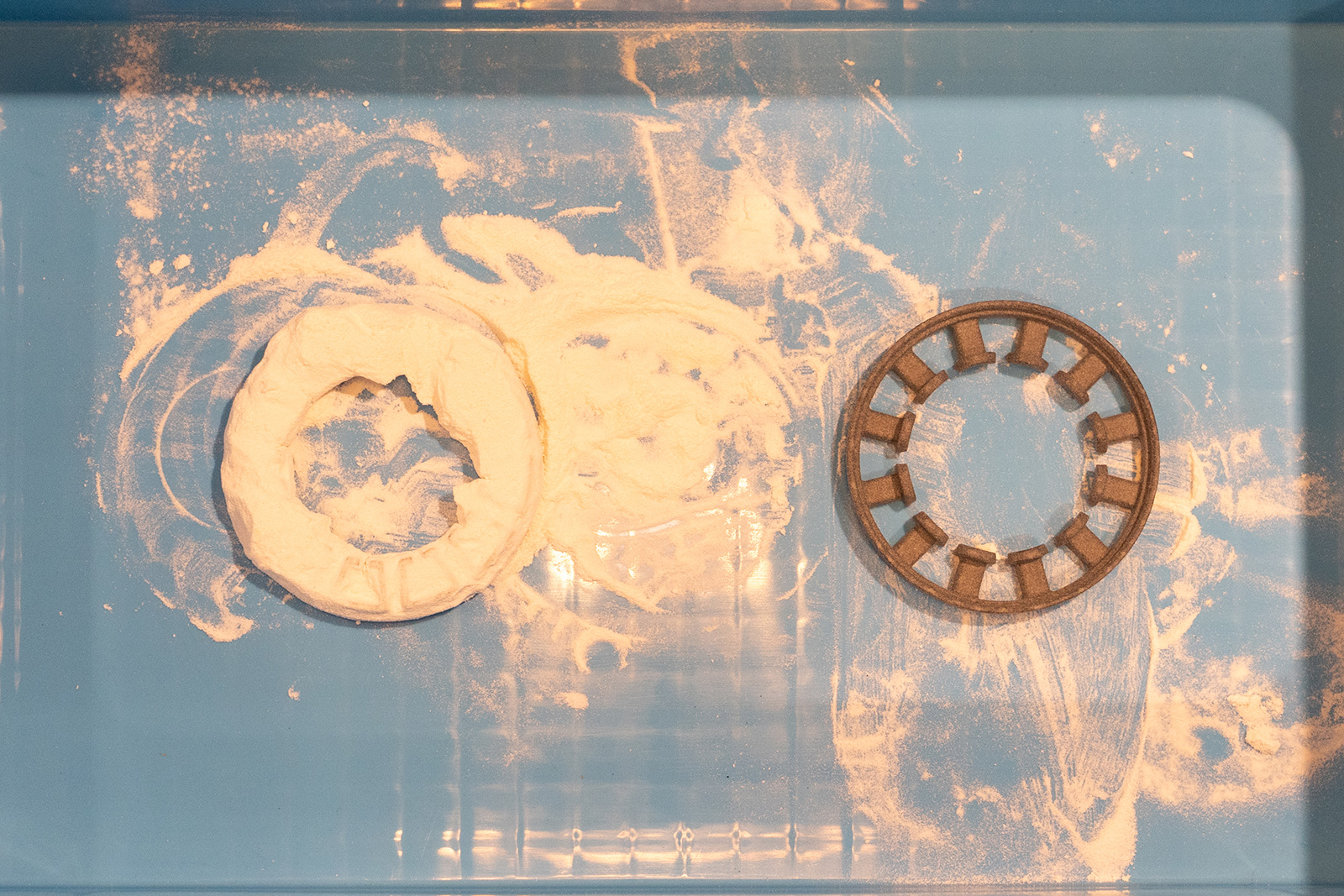 粉末焼結積層造形方式3Dプリンターで造形したパーツ(左)と、Fuse Blastで後処理したもの(右)。自動で処理するため、作業の習熟度による品質のばらつきが無い
粉末焼結積層造形方式3Dプリンターで造形したパーツ(左)と、Fuse Blastで後処理したもの(右)。自動で処理するため、作業の習熟度による品質のばらつきが無い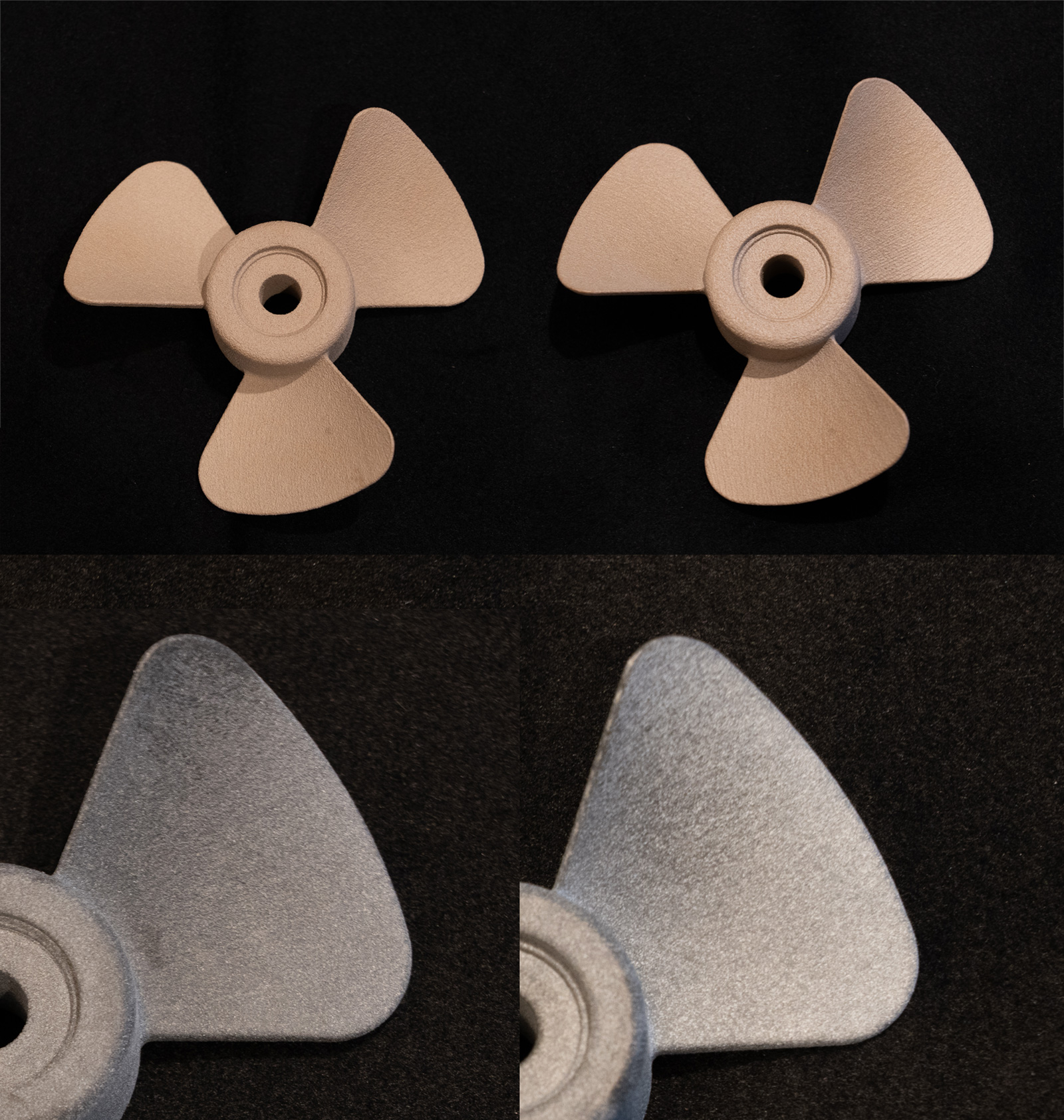 Fuse Blastによる後処理前の造形物(左)と処理後(右)の比較。ベージュ(上)の造形物はPowder Bed Fusion方式3Dプリンターで造形、材料はPPS。グレー(下)の造形物はHP Multi Jet Fusionで造形、材料はナイロン12。
Fuse Blastによる後処理前の造形物(左)と処理後(右)の比較。ベージュ(上)の造形物はPowder Bed Fusion方式3Dプリンターで造形、材料はPPS。グレー(下)の造形物はHP Multi Jet Fusionで造形、材料はナイロン12。Fuse Blast導入による効果は即座に現れ、その改善幅は同社の予想を大きく上回るものだった。最も劇的だったのは作業時間の大幅短縮である。
波部氏は具体的な改善効果について次のように報告する。「従来、作業者が2時間から3時間を要していた後処理作業が、約30分程度で完了するようになりました。さらに重要なのは、作業者が機械に付きっきりである必要がなくなったことです。これにより、実質的な人的工数は大幅に削減され、コスト面でも大きなメリットを実現しています」
特に印象的な成果事例として、波部氏は小型部品の大量処理案件を挙げる。「直径約5mm程度の小型部品約2,000個を処理する案件がありました。従来の手作業であれば、作業者1名が1日8時間の作業を3日間継続し、合計24時間の工数が必要だと見積もっていました。しかし、Fuse Blast導入後は、実際の作業時間わずか数時間で同等の処理が完了しました。効率化の度合いは約8分の1に相当します」
この案件は緊急対応が求められるケースだったが、従来の半分の納期で納品が完了し、「競合他社では対応困難なスピードでの納品を実現できました」(波部氏)という。
品質面での改善効果も顕著に現れている。鈴木氏は品質安定化について次のように評価する。「処理時間とブラスト強度が機械により一定に制御されるため、作業者の習熟度に関係なく安定した品質を確保できるようになりました。新人作業者であっても、製品を装置に投入し、処理完了後に取り出すという単純な操作で、ベテラン作業者と同等の仕上がり品質を実現できます」
この品質安定化により、従来発生していた手戻り作業やベテラン作業者による品質確認工程が大幅に削減され、全体的な生産フローの効率化が実現された。
作業環境の改善も重要な成果の一つとなった。「従来のブラスト機は粉塵の飛散が著しく、専用の隔離された作業室での使用が必要でした。しかし、Fuse Blastは処理完了まで完全密閉状態を維持するため、粉塵飛散を大幅に抑制できます。その結果、3Dプリンターと同一フロアでの設置が可能となり、スペース効率も向上しました」(鈴木氏)
ポリッシュ機能についても高い評価を得ている。従来のバレル研磨機では加工力が強すぎて破損リスクがあった薄肉部品についても、「適度な研磨力により表面粗さを改善し、破損リスクを最小限に抑制できます」(鈴木氏)という成果を得ている。
顧客からの品質要求についても、波部氏は「お客様から『布地が引っかからない程度の表面仕上げ』という要求をいただくことがありますが、まさにそのレベルの仕上がりを安定して実現できるのがFuse Blastの優位性です」と評価している。
高付加価値業務への時間投資で事業強化

Fuse Blast導入による効果は、単純な作業効率化の範囲を大きく超えて、同社の事業戦略レベルでの競争力強化に寄与している。最も重要な変化は、後処理工程で創出された時間を、より高付加価値な業務に振り向けることが可能になったことだ。
波部氏は業務配分の変化について次のように説明する。「弊社では造形業務と並行して、データ編集、造形配置の最適化、3Dモデルの修正といった設計関連業務も手がけています。後処理の自動化により創出された時間を、これらの高度な技術業務により多く配分できるようになりました」
鈴木氏も後工程での改善効果を強調する。「ブラスト処理の自動化により、ネジ穴加工のためのタップ作業や組立工程により多くの時間を割けるようになりました。さらに、タップ作業を実施している間に並行してブラスト処理が完了し、次の製品が準備完了となる効率的なサイクルを構築できています」
この業務配分の最適化は、生産管理の精度向上にも寄与している。波部氏は「処理時間の予測精度が大幅に向上し、生産計画の立案がより容易になりました。人的要因による不測の事態もほぼ解消され、安定した生産体制を構築できています」と評価する。
今後の事業展開について、波部氏は設計開発能力の強化を重点戦略として掲げる。
「私は造形業務と設計開発業務を並行していますが、後処理自動化により創出された時間を設計開発により重点的に投入したいと考えています。設計力の向上により、お客様のより高度で複雑な要求にお応えできる体制を構築し、会社としての技術的競争力を一層強化していく方針です」
鈴木氏は付加価値創出の重要性について次のように述べる。「Fuse Blastによる後処理自動化それ自体は、効率化であって付加価値の創出ではありません。重要なのは、自動化により創出された時間とリソースを、造形品により高い付加価値を付与する工程に投入できることです。現在、3Dプリンターは世界的に普及が進んでおり、単純な造形サービスでは差別化が困難になっています。そのため、切削加工、精密仕上げ、組み立てといった高度な後加工技術により差別化を図る戦略が不可欠であり、そのための時間を確保できることが最大のメリットです」
また、同社では長年蓄積してきた切削加工技術と3Dプリンティング技術の融合による新たなサービス開発も視野に入れている。波部氏は「弊社の強みである切削加工技術と最新の3Dプリンティング技術を組み合わせることで、他社では提供困難な高付加価値サービスの開発を目指しています。そのための研究開発時間を確保できることも、今回の自動化投資の重要な成果の一つです」と将来展望を語る。
加速する製造業の自動化投資
 従来であればスタッフが手作業で行っていた後処理加工も、Fuse Blastに任せることで生産管理に乱れが生じることが無くなった。また、加工の時間を他の作業に充てることで全体の効率化も向上している。
従来であればスタッフが手作業で行っていた後処理加工も、Fuse Blastに任せることで生産管理に乱れが生じることが無くなった。また、加工の時間を他の作業に充てることで全体の効率化も向上している。八十島プロシードの事例は、自動化による効率化を起点として人的リソースを戦略的業務に再配分し、企業全体の技術力向上を図る「攻めの自動化」の典型例だ。また、原田車両設計による事前デモと検証が投資判断の精度向上に寄与し、代理店の技術サポート体制の重要性も示している。
波部氏は「後処理自動化により創出された時間を設計開発や後加工により重点的に投入したいと考えています。こうした技術力の向上により、お客様のより高度で複雑な要求にお応えできる体制を構築し、会社としての技術的競争力を一層強化していく方針です」と総括する。
同社の事例は、製造業における自動化投資が単なるコスト削減にとどまらず、企業の事業戦略と直結する戦略的投資であることを実証している。